Polyester-cotton blended fabric is a variety developed in my country in the early 1960s. The fiber is crisp, smooth, quick-drying, and durable, and is deeply loved by consumers.
Polyester-cotton fabric refers to a fabric blended with polyester fiber and cotton fiber that not only highlights the style of polyester but also has the advantages of cotton fabric.

·
Performance characteristics of polyester fiber
·
As a new type of differentiated fiber material, polyester fiber has the characteristics of high strength, large modulus, small elongation, and good dimensional stability. The fiber has a soft texture, good cohesion, soft luster, and a certain core warming effect. Polyester has poor hygroscopicity. Under normal atmospheric conditions, the moisture regain is only about 0.4%. Therefore, pure polyester fabrics feel stuffy when worn. However, its fabrics are easy to wash and dry quickly, and have the reputation of “washable and wearable”. Polyester has a higher modulus, second only to hemp fiber, and has excellent elasticity, so the fabric is stiff, wrinkle-resistant, dimensionally stable, and has good shape retention. Polyester has excellent abrasion resistance, second only to nylon, but it is prone to pilling and the pills are not easy to fall off.
·
Performance characteristics of cotton fiber
·
The cross-section of cotton fiber is an irregular waist circle with a middle cavity; one longitudinal end is a closed tubular cell, which is thicker in the middle and thinner at both ends. The natural curl is a unique morphological feature of cotton fiber. Cotton fiber is resistant to alkali but not acid, and has strong absorbency. The moisture regain rate of cotton fiber under standard conditions is 7% to 8%, and its wet strength is greater than the dry strength ratio of 1.1 to 1.15. Cotton fiber is treated at a high temperature of 10°C for 8 hours without affecting its strength. Cotton fiber decomposes at 150°C and burns at 320°C. Cotton fiber has a low specific resistance and is not prone to static electricity during processing and use.
·
Advantages of cotton-polyester blends
·
It not only highlights the style of polyester and cotton but also has the advantages of cotton fabrics. It has good elasticity and wear resistance in dry and wet conditions, stable size, small shrinkage, and has the characteristics of being tall, not easy to wrinkle, easy to wash, and quick to dry. Moreover, it has a bright luster, feels smooth, crisp, and has a certain degree of elasticity. The creases are not obvious after being rubbed by hand and it recovers quickly. However, it also inherits the disadvantages of chemical fiber: it is prone to fluffing and balling at friction points. The fabric made of polyester-cotton blend has a thick, soft feel and is more comfortable to wear. It will not deform, wrinkle or shrink after washing.
Let’s take a look at the comparison between polyester-cotton blends and pure cotton:
Note: Specifications of fabric (weave is plain weave): 1# polyester/cotton 50/50 18.3tex×18.3tex×296×228; 2# pure cotton 18.3tex×18.3tex×292×226.

Tensile elongation (polyester-cotton blended > pure cotton): Refer to GBT3923.1-2013 “Textile Properties of Textile Fabrics Part 1: Determination of Breaking Strength and Elongation at Break)” test, clamping distance 200mm, warp and weft direction Take 3 pieces of each test.

Abrasion resistance (polyester-cotton blend > pure cotton): Refer to GBT21196-2007 “Determination of Abrasion Resistance of Textiles Martindale Fabrics Part 1: Martindale Abrasion Resistance Tester” test, usually depends on the yarn and fiber The comprehensive properties of strength, elongation and elasticity are evaluated based on the degree of wear on the fabric surface or changes in the physical properties of the fabric.
Pilling properties (polyester-cotton blend <pure cotton): Use GBT48021-2008 "Determination of Pilling Properties of Textile Fabrics Part 1: Circular Trajectory Method", use nylon brush and abrasive or abrasive alone to make the fabric pilling. Then under the specified lighting conditions, compare the pilling sample with the standard sample to evaluate the pilling grade.
Polyester-cotton blended fabrics are prone to pilling, mainly because cotton fabrics have low fiber strength and poor abrasion resistance, and the hair balls or pellets formed on the surface of the fabric are quickly worn away; while chemical fibers and their blended fabrics have small cohesion between fibers and are prone to pilling. The fiber has high strength and good elongation ability, especially resistance to bending fatigue, torsion fatigue and abrasion. Therefore, the fiber easily slides out of the fabric surface, and once small balls are formed on the surface, they are not easy to fall off quickly.
Wrinkle resistance (polyester-cotton blended > pure cotton): It can also be called crease recovery, usually expressed as the crease recovery angle. Using a horizontal wrinkle recovery angle tester, press the fabric in the warp and weft directions for a certain period of time and then measure the angle formed between the two wings. The measured angle represents the fabric’s crease recovery ability.
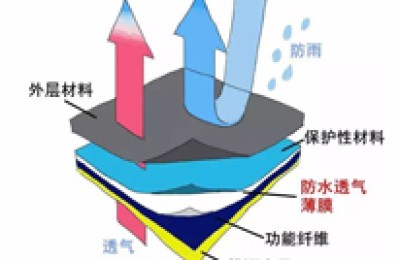
Moisture permeability (polyester-cotton blended < pure cotton): Place a moisture-permeable cup filled with distilled water and sealed with a fabric sample in a laboratory with constant temperature and humidity.In the incubator, after 1 hour, weigh the mass change of the moisture permeability cup (including the sample and moisture absorbent or water), and calculate the moisture permeability amount.
Air permeability (polyester-cotton blended > pure cotton): Under the specified pressure difference, measure the air flow vertically passing through the sample per unit time to calculate the air permeability of the fabric. This article refers to GBT5453 “Determination of Air Permeability of Textile Fabrics” to measure the pressure difference of the flow hole of the fabric and look up the table to obtain the air permeability of the fabric.
Polyester and polyester
“Polyester cotton” and “cotton polyester”, when the order of the two words is changed, they become two different fabrics.
“Polycotton” (TC) fabric means that the polyester content accounts for more than 50% and the cotton content is less than 50%;
Advantages: The luster is brighter than pure cotton, it feels smooth and crisp, and it is not easy to wrinkle. The higher the polyester content, the less likely the fabric is to wrinkle.
Disadvantages: Not as skin-friendly as comprehensive fabrics, and not as comfortable to wear as comprehensive fabrics.
“Cotton-polyester” (CVC) is just the opposite. It means that the composition of cotton is more than 50% and the composition of polyester is less than 50%. It is also called CVC variety.
Advantages: The luster is slightly brighter than pure cotton cloth, the cloth surface is smooth, clean and free of yarn ends or impurities. It feels smooth and crisp, and is more wrinkle-resistant than pure cotton.
Disadvantages: Not as skin-friendly as comprehensive fabrics, and not as comfortable to wear as comprehensive fabrics.
How to quickly determine the composition ratio of polyester-cotton blended fabrics
1. Observe the appearance,
As we all know, polyester is a kind of chemical fiber. Its surface is smoother than cotton and its reflective surface is larger. Therefore, all-polyester cloth has a smooth surface and has the luster of chemical fiber. Relatively speaking, all-cotton cloth is matte. All-polyester cloth and all-polyester cloth are more matte. Cotton is easier to distinguish. As for the polyester-cotton blended fabrics currently produced, the yarn is made of polyester staple fiber and cotton blended. One of the purposes is to make the polyester-cotton fabric have a cotton-like appearance. It is difficult to judge whether the fabric is fake or real. If it is polyester-cotton gray fabric, the more cotton on the fabric and the yellower the color, the higher the cotton content.
2. Difference in feel,
Polyester fabric has a smooth, straight and cold feel, while cotton fabric has a soft and easy-to-fold warm feeling. Same as above, polyester-cotton staple fiber blended fabric with a high cotton content is difficult to accurately judge based on the feel alone.
3. Calculate the ingredient ratio through specifications
We have previously learned how to calculate the theoretical weight calculation formula of polyester-cotton woven fabrics. If the fabric is full polyester in warp and full cotton in weft or full polyester in warp and weft, we can calculate the theoretical proportion of polyester-cotton fabric components through the formula. For example: 30*200D/120*60 twill fabric, the count of 200D converted into D is 5315/200=26.6S
Theoretical weight of cloth = warp weight + weft weight
=0.1*(warp density/2.54)*(583.1/warp count)
+0.1*(weft density/2.54)*(590.5/weft count)
=0.1*(120/2.54)*(583.1/30)
+0.1*(60/2.54)*(590.5/26.6)
=91.8+52.4
=144.3g/㎡
From this it can be concluded that cotton content =91.8/144.3=63.6%
In the same way, this method can be extended to other woven fabrics with different warp and weft yarn materials.
4. Combustion method,
This is the main method for judging the composition and proportion of polyester and cotton. Here are two concepts. The first is to judge the composition, and the second is to judge the composition proportion. Obviously judging ingredient proportions is more difficult. Judgment of proportion is achieved through bipolar analysis and comparative analysis.
First of all, let’s first look at the burning performance characteristics of all-cotton and all-polyester fabrics. Then the combustion characteristics of the polyester-cotton blended fabric in the middle must be in the middle of the performance characteristics of all-cotton and all-polyester fabrics. , so as to determine the approximate proportion.
Then, the proportion of ingredients is further determined through comparative analysis. That is to say, by comparing and burning a piece of cloth with a known proportion, you can judge the proportion more accurately. The polyester/cotton 65/35 blended fabric we produce and sell has undergone third-party chemical testing and the actual ratio is polyester/cotton 65.5/34.5, which can be used as a comparison reference. The conventional varieties on the market are mostly polyester/cotton 40/60, 45/55, 65/35, 80/20 and other fixed specifications, so it will be easier to judge.
So what characteristics should we observe when burning?
First: smoke. The smoke produced by burning undyed cotton cloth is green smoke or white smoke, while the smoke produced by polyester cloth is black smoke. The polyester-cotton blended fabric is black smoke accompanied by black flying catkins. The higher the polyester content, the blacker the smoke and less flying catkins.
Second: Smell, the 100% cotton fabric smells like burning paper, the 100% polyester fabric has a pungent smell of burning glue, and the polyester-cotton blended fabric also has a pungent smell of burning glue.
Third, the burning speed and state. All-cotton fabrics are flammable and will continue to be accompanied by hidden sparks after being extinguished. All-polyester fabrics are refractory to flames and will drip fire when hot melts are extinguished. There will be no sparks after extinguishment. Polyester-cotton blended fabric is somewhere in between. The more bright sparks appear during burning, the larger the area. The longer the sparks remain ignited after being extinguished, the more cotton it contains.
Fourth, combustion residues. Undyed cotton fabrics are gray-white ash that melts at the touch, while polyester fabrics are hard black lumps with a smooth surface. Polyester-cotton blended fabric is somewhere in between, with black lumps and an uneven surface. It will break when rolled but will not completely melt. The more polyester it contains, the harder the residue will be and the smoother the surface will be.
By observing the above aspects and comparing them with standard polyester-cotton 65/35 or a certain known ratio, you can determine the approximate composition ratio.
It will melt completely. The more polyester it contains, the harder the residue will be and the smoother the surface will be.
By observing the above aspects and comparing them with standard polyester-cotton 65/35 or a certain known ratio, you can determine the approximate composition ratio.
</p